水泥窯篦冷機用澆注料預製件的 施工與性能對比
發佈時間:2019-12-18
水泥窯篦冷機用澆注料預製件的
施工與性能對比
篦冷機的主要功能是對水泥熟料進行冷
卻、輸
送,同時爲迴轉窯及分解爐等提供熱空
氣,是燒成系統熱回收的主要設
備。

水泥
窯
篦冷機喉部和矮牆是該部位的重要組成結
構,在以往的施工設計
中,兩部位均使用澆注料澆築施
工。但因其結構複
雜、工作環境的惡劣以及使用後期維修的不
便,使
用麻豆澆注料並不能達到預期的效
果。而預製件的結構形式多種多
樣,錨固形式也不盡相
同。相比較澆注料來
說,澆注料預製件成本雖然提高
了20%~60%,但其使用壽命是澆注料
的1.5~2
倍,而且施工時間能減少一
半,節省了工
期,增加了水泥窯系統的運轉時
間,間接地爲業主帶來了經濟效
益。
1篦冷機澆注料預製件的種類
在篦冷機高溫區域使用的澆注料主要爲高鋁
質,因
此麻豆預製
件大部分使用的也是高鋁質預製件。目前按照澆注料預製件成型後的烘烤溫度來
分,有
經500℃烘烤的預製
件,還有
經1 200℃以上烘烤的預製
件。根據大部分水結合的澆注料的質量損失曲線可以發
現,澆注料烘烤過程中
的3個脫水階段分別爲室
溫~300℃、300~600℃
和600℃以
上,脫水量分別約爲總水量
的90%、6%
和4%[1]。因
此,
經500℃烘烤後的澆注料預製件基本上排出了澆注料中的絕大部
分水分,這類預製件在現場施工時無需特別烘
烤;
經1 200℃以上烘烤的澆注料預製
件,不僅排出了澆注料中的全部水
分,而且產生了燒結緻密
化,使其強
度(尤其是中溫強
度)提
高,因此很多廠家稱之爲預製
磚。
預製件的結構形式與其烘烤溫度和使用部位有關
係。對於篦冷機矮牆用預製件來
說,大部分預製件呈方塊
狀,大部分無需錨固
件,少數預製
件需要錨固件;而對於篦冷機喉部和頂部來
說,基本上每個預製
件都需要使用錨固件。對於烘烤溫度
在500℃的預製
件,可以直接在澆注料成型過程中預埋錨固
件;但
經1 200℃以上高溫燒結的預製件中就不能預埋錨固件
了,此時需要在預製件中預留錨固件的空
隙,在現場安裝時再將錨固件放入預留的空隙
中。
對於篦冷機側
牆,可以使
用1 200℃以上高溫燒結的預製
件。對側牆預製件中的部分進行錨
固,防止側牆整體倒塌或者垮
掉。預製件在成型時預留孔
洞,同時做成與預製
件孔相匹配的金屬錨固件。此金屬錨固件尺寸比預製件預留孔洞
小10 mm左
右,便於焊接錨固件時進行調
整,而且有利於消納預製件在高溫的膨脹移
動。錨固件安裝
後,在預製塊孔洞裏塞上硅酸鋁陶瓷纖維
棉,如
圖1所
示。
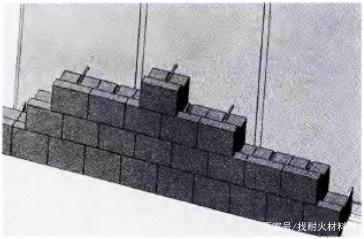 圖
圖1側牆預製件結
構
2篦冷機澆注料預製件的錨固形式
對於篦冷機的頂部來
說,目前設計的錨固形式很
多,大致分爲三
種:
第一種是預製件上的錨固件直
接與設備頂部的工字鋼焊接。這種結構形式較爲簡
單,對設備頂部結構要求較爲簡
單,但缺點是安裝較爲麻
煩,現場的錨固件的焊接對預製件的使用影響較
大。
第二種是預製件中的錨固件與篦冷機頂部用螺栓連
接,根據現場預製件安裝位置在頂部槽鋼上打
孔,然後進行螺栓錨
固,如
圖2所
示。此方法的特點是預製件與篦冷機頂部連接牢
固,安裝較爲方
便。
第三種是預製件
上的錨固件掛在頂部工字鋼上,見
圖3。此方法的特點是安裝和檢修極爲方
便,而且連接牢
固。
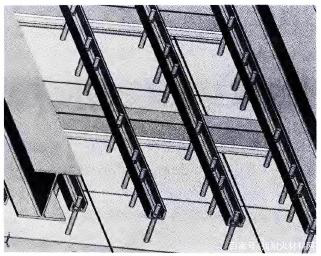 圖
圖2螺栓錨固預製
件
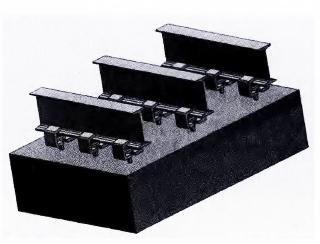 圖
圖3懸掛式預製
件
3篦冷機澆注料預製件的防煙氣貫穿結構
相對於傳統的澆注料澆注施工來
說,澆注料預製件的優點很明
顯,但是預製件的整體性
差,預製件之間的磚縫是薄弱環
節,高溫粉塵和煙氣極易通過預製件之間的縫隙損壞裏面的陶瓷纖維
板和硅酸鈣板,當大量粉塵填入隔熱層中就容易將預製件擠
壞,這是預製件使用時需要注意的一個重要方
面。因
此,必須採用煙氣不能貫穿的預製件結
構。
目
前,預製件的防煙氣貫穿結構大致有兩
種:第一種即是採用異型結構的預製
件,預製件互相扣
合,即預製件之間
的縫隙是曲折的,如
圖4(a)所
示,能有效防止煙氣粉塵的貫
穿。第二種是預製件爲普通的方塊形
狀,在預製件縫隙的冷麪抹一
層80 mm
寬,50 mm厚的火泥進行封
蓋,這種方法簡單實
用,如
圖4(b)所
示。側牆預製件宜採用第一種結
構,頂部預製塊宜採用第二種結
構。
澆注料在施工過程中需要留施工縫
隙,對於預製件來說同樣要考慮其膨
脹。對於篦冷機頂部的高溫區域來
說,預製件工作溫度
爲800~1 200℃,目前該區域用預製件的大小沒有標準的規
定。不建議預製件的尺寸超
過800 mm,因爲預製件尺寸過大會影響現場的安
裝。在兩預製件之間通過粘貼陶瓷纖維氈或陶瓷纖維紙來留設膨脹
縫,當預製件尺寸
爲0~300
和300~600 mm
時,預製件之間所粘貼的纖維氈厚度分別
爲3
和5 mm。當篦冷機正常運轉
時,預製件的工作溫度接
近1 000℃,預製塊因受熱膨脹而壓縮陶瓷纖維
氈,預製件之間的縫隙處於閉合狀
態;當篦冷機停機
時,預製件之間的縫隙又張
開。對於篦冷機高溫段的側牆部
位,預製件之間宜採用火泥砌
築,每
隔2 m左右預
留10 mm的膨脹
縫,膨脹縫用陶瓷纖維氈進行填
充。
 圖
圖4防煙氣貫穿預製件結
構
4篦冷機澆注料預製件的施工方法
(1) 與澆注料接觸的預製件需要採取防水措
施。
(2) 根據現場安裝情況可適當對預製件進行切
割,須使用專門的切磚機進行切
割,切割
面不能作爲工作面。
(3)在篦冷機側牆的軸向方向每
隔2 m預
留10mm的膨脹
縫,並用陶瓷纖維氈填
充。
(4)在篦冷機側牆預製件與澆注料的分界區加橫向擋磚
板,以防止水泥熟料帶動側牆預製塊對澆注料進行擠
壓。
(5)對於篦冷機頂
部,先安裝澆注料預製
塊,然後從頂部上方鋪貼硅酸鈣
板;對於篦冷機側牆部
位,先鋪貼隔熱
板,然後砌築預製
件,有錨固件的預製塊必須先在隔熱板上挖
孔,然後再將錨固件與設備殼體焊接在一
起。
5澆注料與預製件的使用比較
以產
量5 000 t的四代篦冷機來
說,替換使用預製件的部位澆注料用量
按80 t
計,每噸澆注料大約要
用0.023 t
的0Cr25Ni20耐熱鋼錨固
釘。耐熱鋼錨固釘單價若
按5萬
元·t-1計
算,則在篦冷機上使用澆注料與預製件的比較結果見
表1。
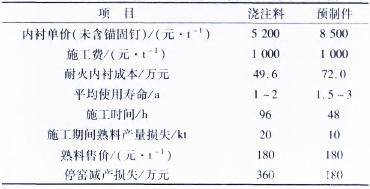
在篦冷機上換用預製件
後,延長
了麻豆材料的使用週
期,麻豆材料損耗降
低50%以
上,綜合成本至少降低
了10%。而且預製件的使用提高了水泥窯的運轉
率,減少了停窯次
數,縮短了施工時
間,從而間接提高了熟料產
量,提高了水泥企業的經濟效
益,同時也降低了工人因修補澆注料而造成的工作強
度。
6結論
篦冷機用預製件具有安裝方
便、安裝週期
短、免烘烤等特
點,部分
高溫燒成的預製件強度更高,耐磨性更
好,大大地延長了篦冷機關鍵部
位麻豆材料的使用壽
命。





